1 با انحنای مثبت و منفی گاوسی در همان صفحه ،
2 با بازگشت لبه روی صفحه ،
3 که کیفیت سطح پانل در سطح بالا و طرفین سازگار است ،
4 با حداقل منافذ ، حفره ها و لکه های قابل مشاهده از حباب های هوا که تحت فرآیند ریخته گری تشکیل شده اند.
افزایش خصوصیات مکانیکی و فیزیکی بتن باعث رفع نقص های سطحی و ظاهری قطعات GFRC ( جی اف آر سی) می شود. این امر همچنین به پانل های قطعات GFRC اجازه می دهد در محل های با دهانه بلند به راحتی نصب شوند.
نمونه ای از صفحه هندسی پیچیده قطعات GFRC در شکل 1 نشان داده شده است.
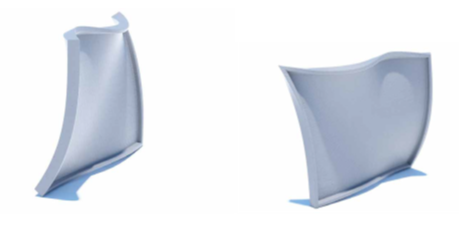
شکل (1) : رندرهای هندسه پیچیده قطعات GFRC ( جی اف ار سی)
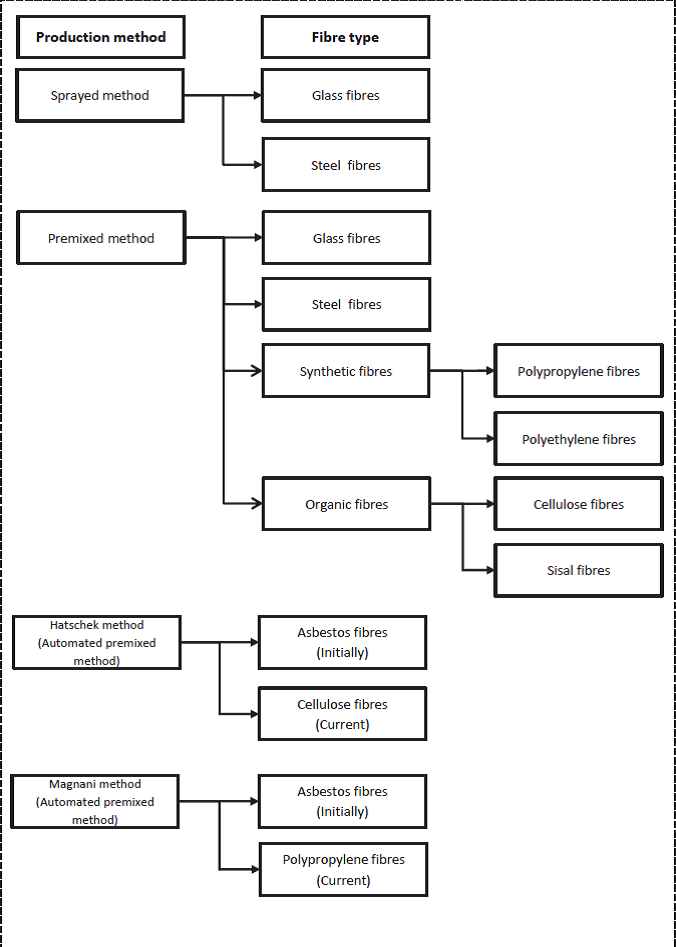
تایل جی اف آر سی، از صفحات مسطح با الیاف سیمانی توسط لودویگ هاتشک، به نام فرآیند هتشک پس از یک فرآیند آبگیری تولید می شود. الیاف استفاده شده در فرآیند هتشک در اصل الیاف آزبست می باشد. که با توجه به سازگاری طبیعی بین الیاف آزبست و سیمان به راحتی جایگزین نمی شوند. الیاف آزبست اکنون با مخلوطی از الیاف سلولز و الیاف غیر آلی جایگزین شده اند. اما چنین گزینه هایی محدود به ویژگیهای مواد و روشهای تولید قطعات GFRC محدودیت دارند.
ضخامت قطعات GFRC ( جی اف آر سی) با دیواره نازک به روش تولید و در صورت نیاز به بازگشت لبه بستگی دارد. برای پانل های پاششی ضخامت معمول 8 تا 20 میلی متر است. برای پانل های درجا ضخامت معمولاً 40-60 میلی متر است. قطعات GFRC فقط به الیاف به عنوان تقویت کننده اصلی در حالت پس از شکستگی متکی است. صفحات ضخیم تر از 60 میلی متر به طور معمول به عنوان بتن مسلح معمولی در نظر گرفته می شوند.
پس از حذف الیاف آزبست از فرآیند تولید تایل جی اف آر سی، روش درجا و روش پاششی توسعه یافت. روش مخلوط شده بیشترین انعطاف پذیری را هنگام استفاده از گزینه های مختلف الیاف در قیاس با آزبست فراهم می کند. با الیاف شیشه همچنین می توان از روش پاشش دستی برای تولید قطعات GFRC ( جی اف ار سی) استفاده کرد. الیاف شیشه دارای مقاومت کششی بالا مانند الیاف آزبست هستند. همچنین با طول الیاف بیشتر، بیشترین پتانسیل را در عملکرد برای قطعات GFRC دارند.
محدودیت های تولید قطعات GFRC فعلی به پانل های هندسه پیچیده و روش های تولید خاص آنها مرتبط است. روش پاشش به مهارت مجری بستگی دارد. زیرا تایل جی اف آر سی با دست اعمال می شود. روشهای تولید درجا می توانند برای پیشبرد کیفیت به صورت خودکار انجام شوند. اما در حال حاضر چنین روشهایی محدود به فرآیندهای تولید مسطح هستند. که برای از بین بردن حبابهای هوا در سطح مرتعش می شوند.
یک روش عمل آوری استفاده از عمل آوری با بخار است. که برای بتن با عملکرد فوق العاده بالا (UHPC) استفاده می شود. عمل آوری با بخار مقاومت کششی را تا 34 مگاپاسکال افزایش می دهد. شکل 2 و شکل 3 ، یک فرآیند خودکار را برای قطعات GFRC نشان می دهد.
روش های توسعه یافته در دهه 1970 برای تولید قطعات GFRC عمدتا برای صفحات تخت طراحی شده اند. تحولات اخیر در ساختمان های با هندسه پیچیده که به عناصر پنل جی اف ار سی با هندسه پیچیده نیاز دارند، تقاضای جدیدی برای مواد ایجاد کرده اند. همچنین با استفاده از روشهای تولید قطعات GFRC، سازگاری های لازم را با اشکال پیچیده ضروری کرده است. مرکز حیدر علی اف در ابتدا با هندسه پیچیده ای متشکل از تایل جی اف آر سی طراحی شده است.
شکل (2)

شکل ( 3)
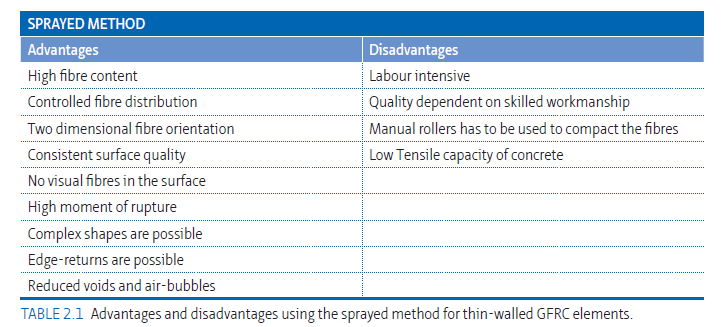
هنگام ساخت پنل جی اف ار سی که به عنوان عناصر نما استفاده می شود، دو روش تولید جایگزین وجود دارد. روش پاشش و روش درجا. روش پاشش، الیاف شیشه از قبل برش خورده را با دوغاب سیمان مخلوط می کند.
که تحت فشار هوا پاشیده می شود. الیاف به صورت لایه های عمود بر یکدیگر پاشیده می شوند و به صورت دوره ای با غلتک های کوچک فشرده می شوند. این سبب می گردد که از تعبیه الیاف در دوغاب سیمان اطمینان حاصل شود. این عمل تخلخل را به حداقل می رساند و تراکم تایل جی اف آر سی محلول پاشی را افزایش می دهد.
مزایای اصلی این روش توانایی تولید یک سطح نهایی ثابت، با حداقل تعداد حباب هوا یا منافذ سطح است. با این حال ، این روش کار زیادی دارد و برای اطمینان از کیفیت سازگار پنل جی اف ار سی به اپراتورهای ماهر نیاز دارد.
پانل های پاشیده شده قطعات GFRC از دو لایه تشکیل شده اند. روکش نهایی بدون الیاف ، (ضخامت تقریبی 2 میلی متر). روکش پشت (مخلوط با الیاف شیشه خرد شده) ، ضخامت بین 8-20 میلی متر. طول الیاف را می توان به طول های مختلف ، (معمولاً بین 30-40 میلی متر) با الیاف معمولی 5-7٪ برش داد.
روش پاشش اجازه می دهد تا اشکال پیچیده به راحتی تولید شوند. به ویژه بازده های لبه ای می توانند با همان ضخامت نمای GFRC تولید شوند. که انعطاف پذیری لازم را برای تولید هندسه های پیچیده فراهم می کنند.
روش درجا، جایی که در طی فرآیند اختلاط ، الیاف در دوغاب سیمان مخلوط می شوند. مخلوط هایی که بیشتر برای استفاده مورد نظر طراحی شده اند، را فراهم می کند. با این حال ، محتوای الیاف معمولاً نمی تواند از 2٪ بیشتر باشد. الیاف به طور معمول 20-30 میلی متر طول دارند. اطمینان از توزیع یکنواخت الیاف هنگام ریخته شدن مخلوط دشوار است. فرآیند اختلاط نیز باید کنترل شود تا الیاف شیشه در هنگام اختلاط شکسته نشود. امکان ارتعاش بتن مخلوط شده وجود دارد و این امکان را می دهد که مخلوط برای توزیع بهتر در قالب سیال تر شود.

شکل (4): نازل پاششی معمولی برای روش پاشش دستی
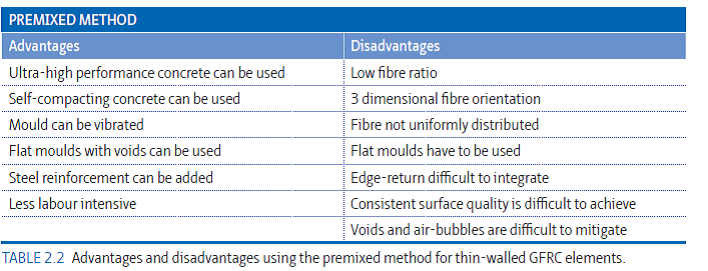
جدول(2): مزایا و معایب روش درجا
جدول 2 مزایا و معایب روش درجا را نشان می دهد. مزیت اصلی توانایی کنترل کیفیت مخلوط قالب گیری شده است. با این وجود قطعات GFRC ( جی اف آر سی) مخلوط شده امکان استفاده از بتن فوق العاده با کارایی بالا (UHPC) را نیز فراهم می کند. که در حال حاضر با روش پاشش امکان پذیر نیست. بتن با کارایی بالا مسلح به (GF-UHPC) توسط Rigaud و همکاران شرح داده شد. UHPC دارای تنش فشاری در محدوده 140 MPa و دامنه تنش کششی 18-20 MPa برای UHPC عمل آوری شده در هوای آزاد است.
مزیت UHPC مقاومت کششی بالای آن است. بنابراین خطر ایجاد ترک های بصری در سطح GFRC ( جی اف ار سی) را کاهش می دهد. با این حال ، نسبت کم آب و سیمان و مواد افزودنی موجود در قطعات GFRC مخلوط شده ، ماتریس را بسیار متراکم می کند. این امر وقتی الیاف به مخلوط اضافه می شوند ، تشدید می شود. UHPC در مقایسه با مخلوط های مرسوم هزینه بالایی دارد و بیشتر در تولید پانل جی اف آر سی استفاده نمی شود.
برای حفظ کارایی مخلوط، مقدار الیاف شیشه به 2٪ کاهش می یابد تا مخلوط به داخل قالب جریان یابد. و خطر حفره ها و حباب های هوا را در سطح بالای قطعه ی GFRC کاهش دهد. برای هندسه های پیچیده با روش درجا، یک محلول خلا ایجاد شده است .که در بنیاد Louis-Vuitton pour la creation در پاریس استفاده شده است. این روش خلا امکان تولید عناصر پیچیده GF-UHPC را فراهم می کند .که در آن ممکن است کل قالب های محدب با مخلوط قطعات GFRC پر شود.
بنابراین از حباب های هوا و حفره های ناخواسته جلوگیری می شود. این روش در حال حاضر به پانل هایی با ضخامت ثابت محدود می شود. همچنین به دلیل افزایش وزن قطعه ی GFRC ، اندازه پانل ها را محدود می کند. نسبت الیاف شیشه در مخلوط بتنی درجا محدود است . بنابراین حد تناسب تقریباً برابر با لحظه پارگی است. این تکنیک امکان ایجاد پنل جی اف ار سی در هندسه پیچیده را فراهم کرده است. که با شکل منحصر به فرد هر صفحه امکان پذیر است.
روش اتوماتیک توسط تولیدکنندگان تخصصی تولید شده است که به قطعات GFRC امکان تولید می دهد. چنین فرایندهایی از روش Hatschek سرچشمه می گیرد. اما به منظور تقویت و مسلح سازی با الیاف شیشه توسعه یافته است. می توان از توری الیاف شیشه (تقویت کننده پارچه) به عنوان تقویت کننده اولیه استفاده کرد. بنابراین ظرفیت نهایی کشش پنل جی اف ار سی افزایش یافته و یکپارچگی پس از شکستگی را حفظ می کند.

شکل (5) مرکز حیدری علی اف

